The tube is a consumable made from alumina, which makes it easily breakable. In order to avoid this inconvenience, a few rules must be respected.
The Phenomenon
There’s two types of damages that a tube could undergo: Breakage and cracks.
The breakage is easily noticeable and visible to the human eye, while the cracks are rather more challenging to see and are usually noticed by the end of the sintering phase. Since the cracks encourage airflow, a bad result following the sintering phase usually indicates that the tube contains cracks.
When in doubt, a vacuum test (Non Destructive Testing) can be conducted by using the ZetaSinter pump. This vacuum test will determine if it’s possible to maintain a static vacuum of -0.9 bar (-0.09 MPa) for more than 5 minutes ( Cf Operation Manual )

Solution
The tube’s breakage and cracks can occur due to many different reasons :
– Not handling the tube with caution : As explained before, since the tube is made from alumina, it is extremely fragile and needs caution while being handled, especially while inserting it inside the furnace.
– Bad Set-up : The positioning of metallic pieces is extremely important in order to secure the right support of the tube, they can be altered laterally and vertically in order to optimize the adjustment.
– Not respecting the furnace cycles : it’s very important to not program ramps above 3°C/min. We recommend the use of our thermal cycles.
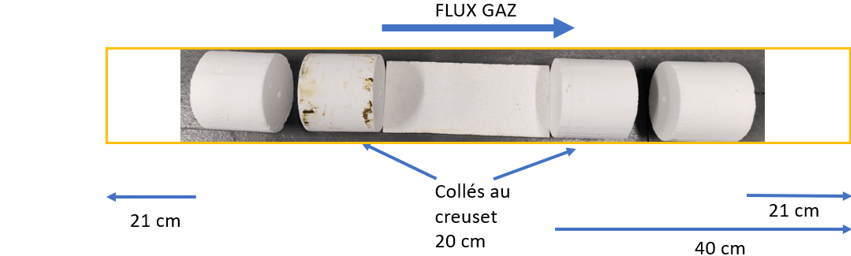
– Bad positioning of the refractory blocks, which is the reason of most tube breakages : it is important to understand that the tube concentrates the heat on a zone of 20 cm in its center. In case the heat is extremely high inside the tube, it will eventually break. Therefore, it is necessary to position a 20cm crucible in the center of the tube (or two 10cm crucibles side by side) then to put the refractory blocks in direct contact with the crucible, on both sides. In case of the disposal of 4 blocks, the two extra ones are to be placed on the outside of the tube. But whether you have 2 or 4 refractory blocks, it is necessary to place each one on each side of the crucible, while surely being in contact with it.